Organisationsstruktur
Asset-Risk-Management
Managementprozesse
Unterstützungsprozesse
Qualitätsmethoden
Betriebliche Managementsysteme
Seminarunterlagen
SPC / Prozessregelung
Ziele / Begriffe / Anwendungsfelder
Systematische und zufällige Prozesseinflüsse
Teilgebiete der Statistik / Strategie zur
Prozessüberwachung
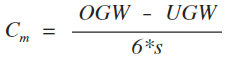
Maschinen- und Prozessfähigkeitsuntersuchung
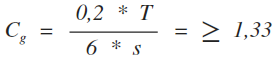
Kennwerte der Prozessfähigkeit
Ermittlung von Kennwerten mittels
Stichprobenuntersuchungen
SPC Hilfsmittel
Auswahl und anlegen von Qualitätsregelkarten
Kontakt


Nicht qualitätsfähig / Bedingt qualitätsfähig / qualitätsfähig (entspricht PPM-Rate - zweiseitige Wahrscheinlichkeit)


Mit Anzahl n Messwerten und dn aus Tabelle






Qualitative Merkmale (attributiv)
Spezifikation innerhalb des roten Kreises
Eingriffsgrenzen - organger Kreis